首页
新闻
产品
技术
应用案例
解决方案
工业经理人
专题
在线研讨会
企业
品牌商
展会
下载
社区
论坛
机床
加工中心
车床
铣床
磨床
刀具
铣刀
车刀
孔加工
刀柄
测量/检测
三坐标测量
便携式测量
光学测量
工业机器人
3D打印
智能制造
工业软件
CAD/CAM
工业润滑
金属加工液
行业
汽车
模具
机械
航空航天
应用
轨道
电子
船舶
能源
医疗
国际金属加工网
>
新闻中心
> 技术技术
设备采购
企业
技术
资讯
商机
常见高速切削刀具材料如何选择
2011-09-07
高速切削技术发展应用决定于机床刀具技术进步,其刀具材料进步起决定性作用。研究表明,高速切削时,随着切削速度提高,切削力减小,切削温度上升很高,达到一定值后上升逐渐趋缓。造成刀具损坏最主要原因切削力切削温度作用下机械摩擦、粘结、化学磨损、崩刃、破碎以及塑性变形等磨损破损,因此高速切削刀具材料最主要要求高温时力学性能、热物...
[阅读全文]
刀具
国际金属加工网
自动化焊接技术在机床行业的使用
2011-08-26
机床行业是机械工业的一个重要组成部分,是机械工业的“总工艺师”,是国民经济的基础工业。机床产品是制造一切机器的机器,他们的工作精度一般高于被加工机械零件的精度。为此,机床产品的技术水平和服务水平,对机械工业产品生产技术和经济效益的提高起着决定性的作用。 由于机床产品的特别性决定了机床结构的特别性。几十年来,铸造结构一直...
[阅读全文]
机床
汽车
航空
轨道
机械
如何预防压铸生产模具损坏及措施
2011-08-23
一、造成压铸生产模具损坏的原因: 在压铸生产中,模具损坏最常见的形式是裂纹、开裂。应力是导致模具损坏的主要原因。热、机械、化学、操作冲击都是产生应力之源,包括有机械应力和热应力,应力产生于: (一).在模具加工制造过程中 1、毛坯锻造质量问题 有些模具只生产了几百件就出现裂纹,而且裂纹发展很快。有可能是锻造时只保证了外型尺寸...
[阅读全文]
刀具
润滑
汽车
模具
机械
能源
电子
预防压铸生产模具损坏及措施
2011-08-15
一、造成压铸生产模具损坏的原因: 在压铸生产中,模具损坏最常见的形式是裂纹、开裂。应力是导致模具损坏的主要原因。热、机械、化学、操作冲击都是产生应力之源,包括有机械应力和热应力,应力产生于: (一).在模具加工制造过程中 1、毛坯锻造质量问题 有些模具只生产了几百件就出现裂纹,而且裂纹发展很快。有可能是锻造时只保证了外型尺寸...
[阅读全文]
刀具
汽车
航空
模具
机械
电子
焊接技术在机床行业发展
2011-08-02
中国机床行业的主导产品主要有金属切削机床产品、锻压机械产品、铸造机械产品、木工机床产品、工具产品、磨具和机床附件产品等。其中,金属切削机床、锻压机械和铸造机械产品是机床行业焊接技术应用的主要领域。 焊接技术在机床行业的发展是随着机床产品焊接结构的应用发展而发展起来的。从机床产品发展的技术水平看焊接技术在机床行业的发展大...
[阅读全文]
机床
汽车
航空
船舶
轨道
能源
高速切削加工刀具材料选用
2011-07-22
易切削铝合金 该材料在航空航天工业应用较多,适用的刀具有K10、K20、PCD,切削速度在2000~4000m/min,进给量在3~12m/min,刀具前角为12°~18°,后角为10°~18°,刃倾角可达25°。 铸铝合金 铸铝合金根据其Si含量的不同,选用的刀具也不同,对Si含量小于12%的铸铝合金可采用K10、Si3N4刀具,当Si含量大于12%时,可采用PKD(人造金刚石)、PCD(聚...
[阅读全文]
立铣刀
铣刀
机床
刀具
模具
解析:压铸模具损坏的因素和预防措施
2011-07-20
在压铸生产过程中 模温 模具在生产前应预热到一定的温度,否则当高温金属液充型时产生激冷,导致模具内外层温度梯度增大,形成热应力,使模具表面龟裂,甚至开裂。 在生产过程中,模温不断升高,当模温过热时,容易产生粘模,运动部件失灵而导致模具表面损伤。 应设置冷却温控系统,保持模具工作温度在一定的范围内。 在模具加工制造过程中 ①电...
[阅读全文]
国际金属加工网
模具
山特维克:芬兰市场上更快的成型铣刀
2011-03-21
近50年来,位于芬兰帕尔卡诺的Takoma齿轮公司一直从事大型齿轮和齿轮零件的生产,主要供应国内市场的需求。Takoma公司特别关注海洋行业,一直致力于帮助客户在满足极其严苛的质量要求基础上缩短交货时间和降低成本。为继续保持高标准的产品和服务,Takoma公司不断评估其加工情况并跟踪最新技术的发展,以改进工艺水平。 Takoma公司过去一直采用...
[阅读全文]
铣刀
刀具
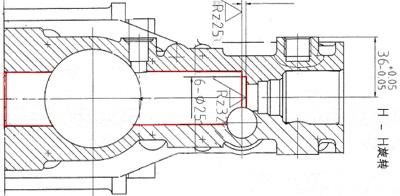
加工油泵体柱塞孔
2009-05-13
性能描述: 加工油泵体柱塞孔,工件材料为铸铝ZL108,精加工, IT7级精度. 光洁度要求为Rz<=4. 刀具数据: UM PCD 阶梯铰刀 机床类型: 类型: 柔性线- CNC 加工中心 设备状况: 良好 夹持系统: UM 可调式刀柄BT40 冷却: 乳化率8% 内冷, 压力为48 bar 加工参数: 工件: 喷油泵泵体, AlSi9Cu3 应用: 使用Insert 镗刀粗加工, 由于底部干涉孔影...
[阅读全文]
孔加工
刀具
提高连杆螺钉冲击韧性的研究
2008-08-14
1.问题的提出 我厂连杆螺钉采用18Cr2Ni4WA材料,其尺寸见图1。从2004年起,有几批连杆螺钉冲击韧度不合格。其中一批炉号为5-33,其化学成分见表1。采用的热处理工艺为:880℃×120min,0#柴油冷却;510℃×210min,空冷。其力学性能数据见表2。 而另有一批炉号为4-13,其化学成分见表1。采用的热处理工艺为:880℃×120min,0#柴油冷却;515℃×210min,空冷。...
[阅读全文]
共 64 条 计 7 页 当前显示第 41-50 条
9
3
1
2
3
4
5
6
7
4
:
工业经理人
GOM专家谈 | 新工具引领航空业数字化转型
GOM针对航空航天领域的检测包括手动和自动化方案。目前,越来...
欧士机2019:砥砺前行,同心筑梦
已然翻篇的2018年,对于OSG来说,是意义非凡而有值得纪念的一...
毕克气体:源于专业 创新引领 更具价值
中国制造业新一轮科技创新正在加速推进,智能化、数字化是工业...
Tebis 助力中国智能制造未来之路
目前全球的制造业向中国的快速转移,中国日益成为世界的制造中...
编辑推荐
电动汽车高效生产技术专题
面向灵活单件小批量生产加工方案应用专题
工业润滑油如何帮设备降耗应用专题
面向生产现场的便携式高效检测方案专题
创新刀片材质技术实现工艺优化应用专题
研讨会
面向铝压铸领域的蔡司先进CT检测解决方案及展望
正在热播
FARO-通过创新和高效的移动检测简化并优化生产流程
精彩回顾
ZEISS三维光学检测系统如何解决3C行业中遇到的检测难题
精彩回顾
ZEISS高端智能投影三维光学扫描系统
精彩回顾
Autodesk获得行业信任的 Nastran In-CAD进阶机械结构仿真软件在线研讨会
精彩回顾
产品e点通
加工中心
车床
铣床
磨床
铣刀
车刀
镗刀
涂层
夹具(含刀柄)
螺纹
钻孔
非标
坐标测量
长度仪器
影像仪器
预调设备
切削液
润滑油脂
表面处理
行业网站导航
日本机床工业协会
美国机床协会
美国机械工程师协会
德国机床制造协会
瑞典机床制造商协会
芬兰机床协会
捷克机床协会
丹麦机床协会
韩国机床协会
英国机床协会
意大利机床协会
西班牙机床协会
美国机械制造技术协会